Minimum Breaking Force (MBF)
- Definition: The maximum load the rope can bear before failing.
- Importance: Ensures safety in operation by meeting or exceeding required load capacity.
Applications Across Industries
Steel wire ropes serve a wide range of industrial applications. Buyers must match the rope’s specifications to the demands of the operation.
Crane industry
Steel wire ropes are indispensable in cranes, hoists, and other lifting equipment.
- Applications:
- Hoisting loads.
- Adjusting crane jibs (luffing).
- Horizontal movement (trolleying).
- Key Considerations:
- High breaking strength for heavy loads.
- Rotation resistance, especially for hoisting applications.
- Durability for multi-layer spooling on drums.
Mining
Mining operations subject ropes to extreme conditions, requiring enhanced durability and performance.
- Applications:
- Draglines for material excavation.
- Hoisting ore and personnel.
- Winches in underground operations.
- Key Considerations:
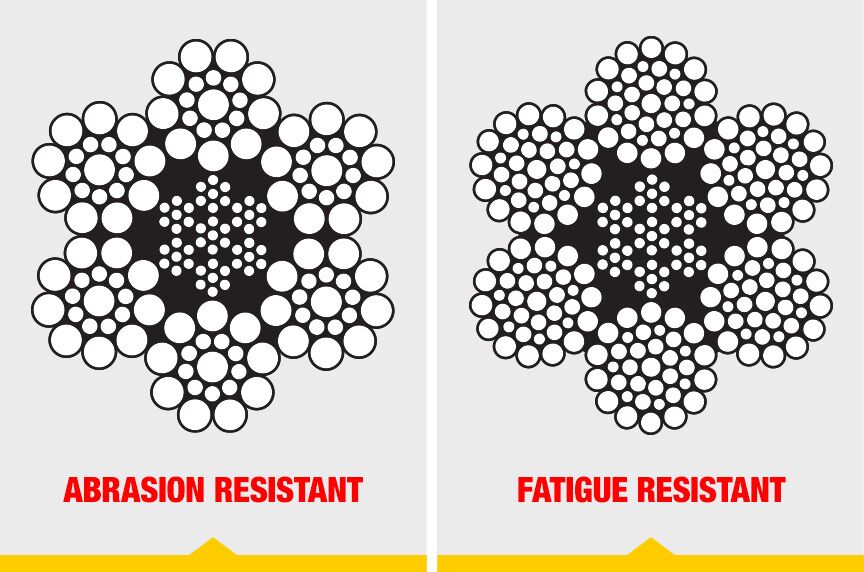
- Abrasion resistance for high-wear environments.
- Corrosion resistance for wet and humid conditions.
- Fatigue resistance for repeated bending cycles.
Elevators
Steel wire ropes play a vital role in passenger and freight elevator systems.
- Applications:
- Passenger elevators in commercial and residential buildings.
- Industrial lifts for heavy materials.
- Key Considerations:
- Consistent diameter for smooth traction.
Bridges and Structural Engineering
Steel wire ropes are essential for load-bearing and stabilization in structural projects.
- Applications:
- Suspension bridges.
- Stay cables in high-rise buildings.
- Guy wires for stabilization.
- Key Considerations:
- Minimal elongation to maintain structural integrity.
- Long-term corrosion resistance.
- Aesthetic finishes for visible installations.
Marine and Offshore
Marine environments demand ropes resistant to saltwater corrosion and dynamic loads.
- Applications:
- Mooring and towing ships.
- Cranes on vessels.
- Offshore oil and gas rigs.
- Key Considerations:
- Superior corrosion resistance.
- High flexibility for dynamic loads.
- Enhanced durability through plastic coatings.
Specifications Buyers Should Prioritize
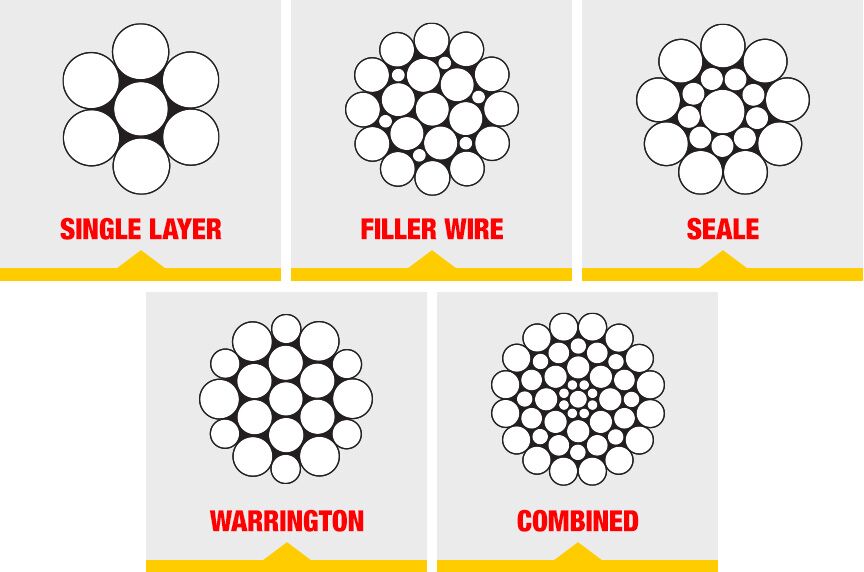
Structure
Wire rope structure refers to the arrangement of wires, strands, and the core within the rope. The choice of structure depends on the specific application, load requirements, flexibility, and environmental conditions. Here’s a detailed guide to help you select the right wire rope structure.
Rope Diameter
Ensure compatibility with equipment such as pulleys, sheaves, or drums.
Surface Finish
- Bright: Suitable for indoor applications or controlled environments.
- Galvanized: Provides corrosion resistance for outdoor and marine use.
- Galvanized type: Zn95Al5 , A, AB, B
Lay Type Selection
- Regular Lay (RHRL, LHOL): Ideal for general-purpose use with reduced rotation.
- Lang Lay (RHLL, LHLL): Preferred for abrasion resistance and flexibility in specialized applications.
Breaking Force and Safety Factor
Always select ropes with an MBF that comfortably exceeds operational requirements.
Tensile Strength
Higher grades (1960 or 2160) are ideal for heavy-duty applications.
Lower grades (1570 or 1770) suffice for light to medium loads.
Length
Accurate length is essential for effective and safe operation.
Key Considerations:
Application:
Lifting: Ensure enough rope for the full lifting height plus extra for anchoring.
Towing/Mooring: Account for dynamic loads like wave action or terrain variations.
Stretch and Elongation:
Include a margin for initial and long-term rope stretch under load.
Safety Margin:
Add extra length to allow for adjustments during operation.
Tips:
- Use precise measuring tools like calibrated wheels.
- Verify length based on equipment specifications.
Termination
Terminations secure the ends of a wire rope for load attachment.
Common Methods:
Sockets:
Types: Open, closed, swaged, or poured.
Use: Heavy-duty applications like cranes or bridges.
Strength: High; ideal for permanent connections.
Wire Rope Clips:
Use: Temporary terminations, guy wires, or emergency repairs.
Limitations: Requires regular inspection and tightening.
Eye Splicing:
Types: Hand or mechanical.
Use: Marine ropes, elevators, or flexible applications.
Advantage: Retains more strength than clips.
Swaging (Pressed Sleeves):
Use: Fixed-length industrial or lifting applications.
Advantage: Permanent and secure.
Thimbles:
Use: Protects loops from wear and maintains shape.
Common for lifting slings or towing.
Maintenance and Longevity
To maximize the lifespan of steel wire ropes, regular maintenance is crucial:
- Inspection
- Look for broken wires, corrosion, or diameter reduction.
- Examine terminations for signs of wear or fatigue.
- Lubrication
- Apply lubrication periodically to reduce friction and prevent rust.
- Replacement Guidelines
- Retire ropes showing excessive wear, broken wires exceeding allowable limits, or significant deformation.
Partnering with the Right Supplier
Choosing a reputable supplier ensures:
- Certified products compliant with standards like EN 12385.
- Rigorous quality testing, including breaking force and fatigue resistance.
- Tailored solutions for specific industrial needs.
Conclusion
Understanding the internal structure, lay directions, and technical specifications of steel wire ropes is vital for buyers in any industry. By matching the rope’s features to the operational requirements, you can ensure safety, efficiency, and durability.
For expert advice and tailored recommendations, consult a trusted supplier to meet your specific needs.