Choosing a crane wire rope feels complex. A wrong choice can lead to disastrous failures. This puts your crew, equipment, and entire project at risk. Understanding key specifications is the only way to ensure safety and efficiency.
The right crane wire rope balances strength, flexibility, and resistance to wear. Key factors include its construction (like 6×36), core type (IWRC or FC), tensile strength, and compliance with standards such as EN12385-4.
I remember a client from Australia. He only trusted top German brands. He was very hesitant to source from China. He worried about quality. I told him, “Let me show you our process.” This is what changed his mind.
How Does Wire Rope Construction Affect Crane Performance?
The “construction” of a wire rope sounds very technical. But it is one of the most important factors for your crane’s daily work.
Wire rope construction dictates its flexibility and its resistance to abrasion. A rope with many small wires is more flexible. A rope with fewer, larger wires resists crushing and wear better. Choosing the right balance is crucial.

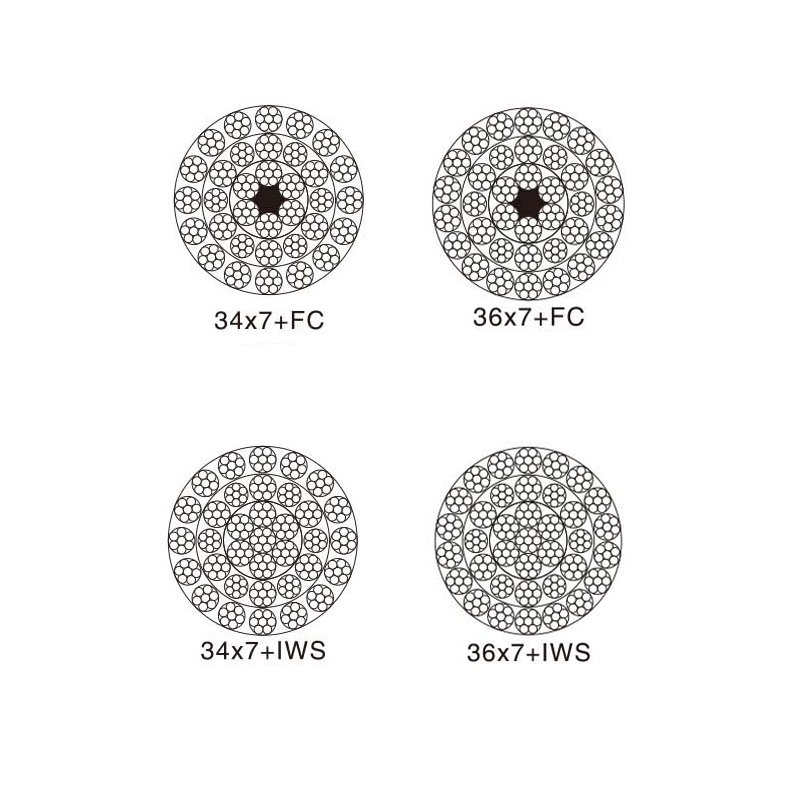
In our factory, we see this choice every day. The construction is a code, like 6x19 or 6x36. The first number tells you the number of strands in the rope. The second number is the number of wires in each strand. It is a simple code. But it has a big impact on how the rope behaves under load.
Understanding the Numbers: Strands and Wires
A wire rope is not a single piece of metal. It is made of many small wires. These wires are twisted together to form a strand. Then, several strands are twisted around a central core. This design gives the rope its strength and flexibility.
Imagine trying to bend a thick steel rod. It is very difficult. Now imagine bending a bundle of thin steel wires. It is much easier. This is the basic principle behind wire rope flexibility.
Common Constructions for Crane Applications
Different cranes need different ropes. A mobile crane needs a different rope than a large tower crane. We produce many types of constructions. But for cranes, a few are very common.
Here is a simple breakdown:
| Construction | Description | Key Characteristic | Best For… |
|---|---|---|---|
| 6×19 Class | 6 strands with 15 to 26 wires each. | Good abrasion resistance. | General hoisting, where rope wear is a concern. |
| 6×36 Class | 6 strands with 27 to 49 wires each. | Excellent flexibility. | Hoist ropes on cranes that use multiple sheaves. |
| 8×19 Class | 8 strands with 15 to 26 wires each. | More flexible than 6×19. | Elevator ropes and some overhead crane applications. |
| Rotation Resistant | Special multi-layer constructions. | Resists spinning under load. | Single-part hoisting lines on mobile and tower cranes. |
The Trade-off: Flexibility vs. Abrasion Resistance
You cannot have everything. This is a hard rule in engineering. It is also true for wire ropes.
A rope with more wires, like a 6x36 construction, is very flexible. It can run over small pulleys (sheaves) without getting damaged quickly. But the individual wires are very thin. They can be damaged easily by abrasion. If your rope rubs against a rough surface, it will wear out faster.
On the other hand, a rope with fewer, thicker wires, like a 6x19, is not as flexible. It needs larger sheaves. But it is very tough. The thick outer wires can handle a lot of rubbing and wear.
I once had a case with a mining company. They used a very flexible rope for a dragline application. The rope failed much earlier than expected. We analyzed the failure. We found the rope was too flexible for the abrasive environment. We recommended a more robust 6x19 class rope. Their rope life increased by almost 40%. It is about matching the construction to the specific job.
Why is the Core of a Crane Wire Rope So Important?
The core is in the center of the wire rope. You cannot see it. So, many people think it is not important. This is a big mistake.
The core is the foundation of the wire rope. It supports the outer strands and helps them keep their position. The core type—either fiber core (FC) or steel core (IWRC)—greatly impacts the rope’s strength and performance under heat and pressure.

Think of it like the foundation of a building. A weak foundation will cause the entire building to collapse. The same is true for a wire rope. The core provides support from the inside. Without a solid core, the outer strands will crush against each other under heavy load. This causes internal damage that is impossible to see from the outside.
Fiber Core (FC)
A fiber core is usually made from natural fibers like sisal or synthetic materials like polypropylene.
Pros and Cons of a Fiber Core
| Pros | Cons |
|---|---|
| More Flexible: The rope is easier to handle. | Lower Strength: An FC rope is weaker than a steel core rope of the same size. |
| Holds Lubricant: The fibers absorb lubricant, releasing it over time. | Prone to Crushing: Cannot handle high crushing forces on the drum. |
| Lighter Weight: Easier to install and transport. | Affected by Heat: High temperatures can damage the core. |
A fiber core is good for applications where flexibility is more important than pure strength. But for most modern crane applications, it is not the best choice.
Independent Wire Rope Core (IWRC)
An IWRC is actually a small, independent wire rope that runs down the center of the main rope.
Pros and Cons of a Steel Core (IWRC)
| Pros | Cons |
|---|---|
| Higher Strength: An IWRC adds about 7.5% more strength to the rope. | Less Flexible: The rope is stiffer and requires larger sheave diameters. |
| Excellent Crush Resistance: It provides solid support for the outer strands. | Heavier: The rope has a higher weight per meter. |
| Resists Heat: An IWRC is not affected by high operating temperatures. |
For almost all crane hoisting applications, an IWRC is the standard. At our factory, over 90% of the crane ropes we produce have an IWRC. The extra strength and crush resistance are critical for safety. When a rope is wound onto a drum in multiple layers, the pressure is immense. A fiber core would simply be flattened. An IWRC maintains the rope’s round shape and prevents premature failure.
What Do Tensile Strength and Breaking Load Mean for Your Crane?
People often use the terms “tensile strength” and “breaking load” in the same way. They are related. But they are not the same thing. Understanding the difference is important for safety.
Tensile strength is the material’s strength, measured in N/mm² or psi. Breaking load is the actual force needed to break a specific rope, measured in kilonewtons (kN) or tons. The breaking load is what you must check against your crane’s lifting capacity.

When a purchasing manager sends us an inquiry, they specify the breaking load they need. They don’t usually ask for a specific tensile strength. Why? Because the final breaking load depends on the rope’s diameter, construction, and tensile strength combined. It is the final, practical value.
Tensile Strength: The Grade of the Steel
Think of tensile strength as the “grade” of the steel wires used. We have different grades of steel. A higher grade is stronger.
Common tensile strength grades for wire ropes are:
- 1770 N/mm²
- 1960 N/mm²
- 2160 N/mm²
A rope made from 2160 N/mm² grade wire will be stronger than a rope of the same size and construction made from 1770 N/mm² wire. But using a higher grade is not always better. Very high-strength wires can sometimes be less resistant to fatigue. Again, it is a balance. In our factory, 1960 N/mm² is a very common and reliable choice for a wide range of crane applications.
Breaking Load: The Real-World Test
The Minimum Breaking Load (MBL) is the most important number for a crane operator or owner. This value is determined by physically pulling a sample of the rope to destruction in a test machine. At our facility, we have large testing beds just for this purpose. We test every single production batch. It is a critical part of our quality control.
The MBL listed in our catalog is a minimum guarantee. The actual breaking load of the rope we deliver will be at or above this value.
The Safety Factor
You never use a wire rope at its full breaking load. That would be extremely dangerous. Instead, you use a “safety factor.” A safety factor is a ratio.
Safety Factor=Working Load Limit (WLL)Minimum Breaking Load (MBL)
The Working Load Limit (WLL) is the maximum weight you are allowed to lift with that rope.
For hoisting applications with cranes, the safety factor is typically 5:1. This means if you need to lift 10 tons, you must use a rope with a Minimum Breaking Load of at least 50 tons.
- WLL: 10 tons
- Safety Factor: 5
- Required MBL: 10 tons * 5 = 50 tons
This large safety margin accounts for dynamic loads, shock loads, wear, and other unexpected factors. Safety is the first priority.
Are Certifications Like EN12385-4 and DNV Actually Necessary?
Some clients ask me, “Can you give me a cheaper price without the certificate?” My answer is always no. The certificate is not just a piece of paper. It is your proof of quality and safety.
Yes, certifications are absolutely necessary. Standards like EN12385-4 define the rope’s manufacturing and testing requirements. Third-party certificates from bodies like DNV or ABS provide independent verification that the rope meets these critical safety standards.

I worked with a buyer for a large crane rental company. He was under pressure to reduce costs. He asked about sourcing non-certified ropes. I explained that in case of an accident, an investigator’s first question will be, “Where is the rope certificate?” Without it, his insurance could be void. His company would be fully liable. He realized the small savings were not worth the immense risk.
What is EN12385-4?
EN12385 is a European standard for steel wire ropes. Part 4 specifically covers ropes for general lifting applications, including crane ropes.
This standard specifies requirements for:
- Materials: The quality of the steel wire.
- Manufacturing: How the rope must be made.
- Dimensions: Tolerances for the rope’s diameter.
- Testing: How to perform breaking load tests and other checks.
- Marking: What information must be on the rope’s tag.
When we state that our rope is EN12385-4 compliant, it means we follow all these rules. It is a promise of quality.
The Role of Third-Party Classification Societies
While we can issue our own factory certificate (a “Mill Test Certificate”), many projects require an independent check. This is where classification societies come in.
- DNV (Det Norske Veritas)
- ABS (American Bureau of Shipping)
- RMRS (Russian Maritime Register of Shipping)
- BV (Bureau Veritas)
- CE Marking (Conformité Européenne)
These organizations will send their own inspector to our factory. The inspector will witness our production and testing process. They will review our quality documents. They will physically watch us pull a rope sample until it breaks. Only then will they issue their own certificate for that specific rope. This provides an unbiased, trusted verification of quality. It is often required for offshore, marine, or critical infrastructure projects.
The Value of Traceability
A proper certificate provides full traceability. Our certificates include a unique production number. With this number, we can trace everything about that rope:
- The date it was made.
- The machine it was made on.
- The operator who made it.
- The raw material coil it came from.
- The results of all quality tests.
This traceability is essential for quality control and for any investigation if a problem occurs. A rope without a certificate has no history. You cannot trust it.
Conclusion
Choosing the right crane rope is not just about price. It is about understanding construction, core, strength, and certification for maximum safety and performance.