Wire rope failure often starts with small mistakes. Diameter errors cause mismatch with sheaves and drums. This leads to wear, downtime, and risk. I have seen projects delayed because of wrong measurement.
I measure wire rope diameter by taking the largest cross-sectional distance across the rope using a caliper, usually across strand crowns, and then averaging multiple readings to match standard tolerances and ensure safe equipment compatibility.
I remember one urgent shipment where the rope did not fit the sheave. The issue was not quality. It was measurement. That moment changed how I check every rope before delivery.
Why Is Wire Rope Diameter So Important for Equipment Compatibility?
Diameter looks simple, but it decides if the rope works or fails.
Wire rope diameter matters because it must match sheaves, drums, and winches. A wrong diameter causes poor contact, faster wear, and unsafe operation, even if the rope strength and construction are correct.
I always treat diameter as the first checkpoint. Equipment makers define the required size. I must follow it.
A wire rope has many features. Diameter is only one part. Still, it controls how the rope sits in the system.
Key factors I check
| Factor | Why it matters | My action |
|---|---|---|
| Nominal diameter | Standard reference size | I match order specs |
| Breaking strength | Safety limit | I confirm with certificates |
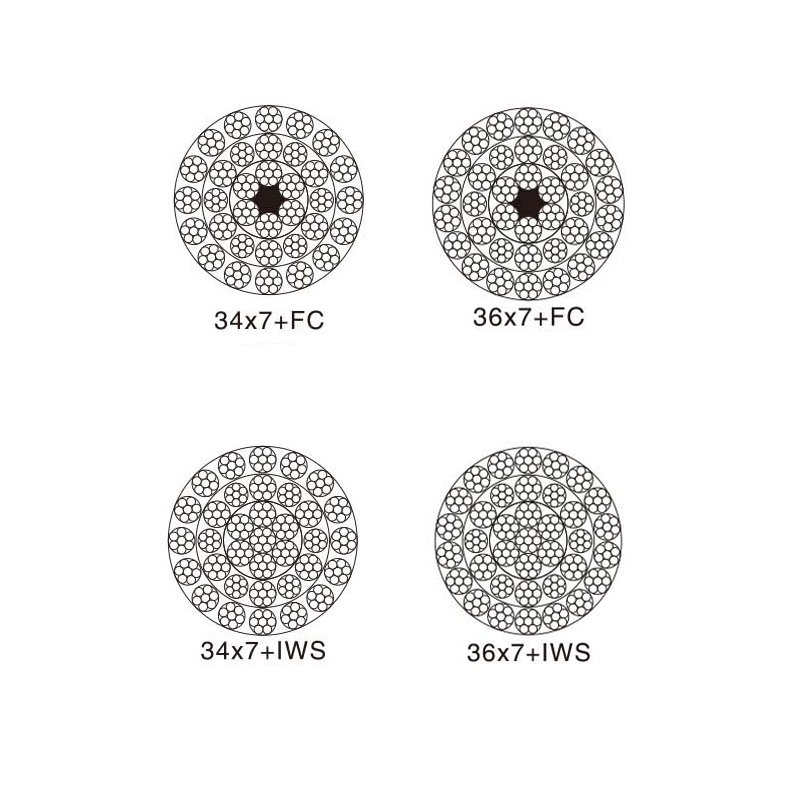
| Construction | Flexibility and wear | I choose based on use |
| Compatibility | Fit with sheaves | I double-check drawings |
I also notice that a new rope often measures larger than its nominal diameter. This is normal. I explain this clearly to buyers before shipment.
What Is the Difference Between Nominal and Actual Rope Diameter?
Many buyers confuse these two terms at first.
Nominal diameter is the standard listed size in catalogs and certificates, while actual diameter is the real measured size, which can vary depending on tension and measurement conditions.

I explain this difference in every quotation. It avoids disputes later.
Definitions I use in daily work
| Term | Meaning | When I use it |
|---|---|---|
| Nominal diameter (d) | Catalog or standard size | In quotation and documents |
| Actual diameter | Measured size | During inspection |
| Off-tension diameter | Measured without load | Factory check |
| Under-tension diameter | Measured under load (e.g. 5% MBF) | Technical validation |
Diameter tolerance is also key. For example:
| Nominal size | Tolerance | Range |
|---|---|---|
| 28 mm | +2% to +5% | 28.56–29.12 mm |
I always confirm tolerance with the client. Some projects require strict limits.
How Do I Measure Wire Rope Diameter Step by Step?
The method is simple, but accuracy depends on discipline.
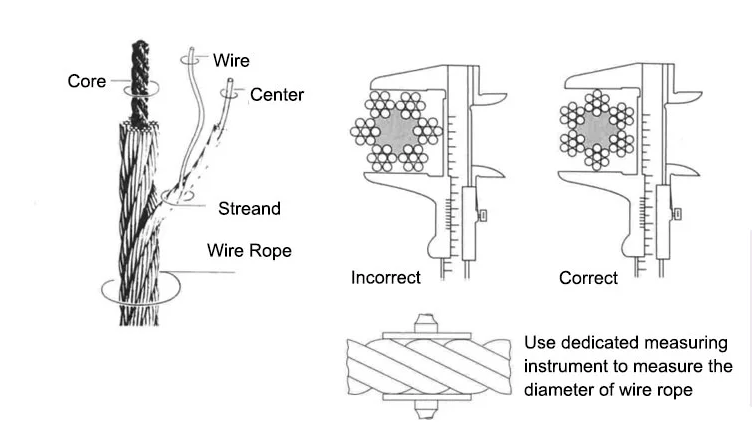
I measure wire rope diameter using a caliper across the largest strand crowns, ensuring the rope is straight and relaxed, and I take multiple readings at different angles to get a reliable average.

Wire rope has a helical structure. The surface is not smooth. So I never measure it like a solid bar.
My standard process
Step 1: Prepare the rope
- I pull the rope straight
- I never measure on a drum or coil
Step 2: Choose the tool
- I use a caliper gauge
- For high accuracy, I use a calibrated one
Step 3: Measure correctly
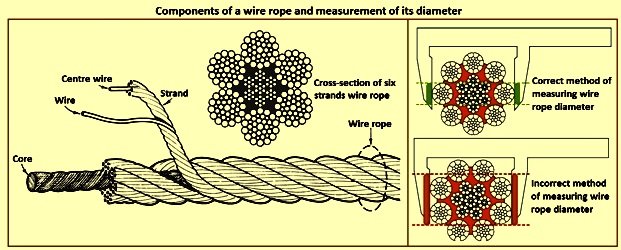
- I measure across the largest diameter
- This means across the crowns of two strands
Step 4: Repeat measurements
| Measurement | Direction |
|---|---|
| First | Horizontal |
| Second | Vertical |
| Third | 1 meter away |
| Fourth | Repeat angle |
I average all values. This gives a reliable result.
I learned this after one case where a rope looked oval. One measurement was not enough.
Why Should I Take Multiple Measurements and Use an Average?
One reading can mislead you.
I take multiple measurements because wire rope can become slightly oval after bending, and averaging readings at different angles ensures the diameter reflects the true usable size within tolerance.
Ropes change shape during use. Coiling, drums, and sheaves all affect geometry.
Common causes of variation
| Cause | Effect on diameter |
|---|---|
| Coiling | Oval shape |
| Drum storage | Compression |
| Load cycles | Strand movement |
So I always measure at right angles. Then I average.
My rule
- Minimum 2 readings for quick check
- 4 readings for precise inspection
This method keeps results within standards like EN12385-4.
What Tools and Best Practices Ensure Accurate Measurement?
Tools matter, but method matters more.
I use calibrated calipers with wide jaws and follow proper positioning, straight rope alignment, and repeated measurements to ensure the most accurate and standard-compliant wire rope diameter results.
I invest in good tools, but I train my team even more.
Tool comparison
| Tool | Accuracy | Use case |
|---|---|---|
| Simple caliper | Medium | Daily checks |
| Calibrated caliper | High | Inspection and certification |
| Tape measure | Low | Not recommended |
Best practices I follow
- I ensure jaws cover at least two strands
- I avoid measuring damaged sections
- I repeat measurement along the rope length
- I compare results with tolerance standards
Sometimes clients ask for third-party inspection. I support BV, DNV, or ABS checks. This builds trust.
What Are Common Mistakes When Measuring Wire Rope?
Small mistakes can lead to big losses. I have seen this many times.
Common mistakes include measuring the rope on a drum, taking only one reading, measuring the wrong points, and using improper tools, all of which lead to inaccurate diameter results and equipment mismatch.
I often review failed cases with clients. Most problems come from simple errors. These errors look small, but they affect safety and cost.
Mistake 1: Measuring on a coiled or spooled rope
I see this mistake often in warehouses. The rope stays on the drum. Then someone measures it directly.
| Situation | Result |
|---|---|
| Rope on drum | Compressed shape |
| Rope in coil | Oval deformation |
This gives a smaller or uneven diameter. I always pull the rope straight before measuring.
Mistake 2: Measuring across the wrong points
Some people measure between valleys instead of crowns. This gives a smaller value.
| Measurement position | Accuracy |
|---|---|
| Across strand crowns | Correct |
| Across valleys | Incorrect |
I always measure across the highest points of two strands. That is the true diameter reference.
Mistake 3: Using only one measurement
One reading cannot represent the rope. The shape may not be perfectly round.
| Method | Reliability |
|---|---|
| Single measurement | Low |
| Two measurements | Medium |
| Four measurements | High |
I always take multiple readings and calculate the average.
Mistake 4: Using wrong tools
Some teams still use tape measures. This creates large errors.
| Tool | Problem |
|---|---|
| Tape measure | Cannot capture true diameter |
| Worn caliper | Low accuracy |
| Narrow jaws | Miss strand crowns |
I only use calibrated calipers with wide jaws.
Mistake 5: Ignoring tension condition
Diameter changes under load. Some users do not consider this.
| Condition | Diameter change |
|---|---|
| No tension | Slightly larger |
| Under tension | Slightly smaller |
I always confirm if the measurement is off-tension or under-tension.
Mistake 6: Ignoring tolerance standards
Some buyers expect exact nominal size. This is not realistic.
| Expectation | Reality |
|---|---|
| Exact 28 mm | Not possible |
| 28 mm with tolerance | Correct |
I always explain tolerance clearly before production.
I learned these lessons from real cases. Each mistake costs time and money. So I build a strict process and train my team to follow it every time.
Conclusion
Accurate wire rope diameter measurement needs the right method, tools, and checks. I rely on multiple readings, correct positions, and standards to ensure safe and reliable performance.